

Wow! I'm in love. Ain't it a beautiful thing?
I know it has probably been stated previously, but what would be the weight of the aluminum engine complete, with aluminum heads, compared to a cast iron block and heads?
I would agree, both of Tod's castings are beautiful things -- I wish him the best!!!!!!!
Mark
I would agree, both of Tod's castings are beautiful things -- I wish him the best!!!!!!!
Mark
Around 150 ponds lighter then the iron. Put on an aluminum flywheel and about another 23 pounds there. So about 170-175 pounds lighter.
Nothing to take lightly...or is there a pun in that?
Nothing to take lightly...or is there a pun in that?
Any news on the blocks and how its coming along?
A July 20th Update:
quote:
I have two sets of cores going to the foundry to cast two more aluminum blocks, I ordered some main caps from Kenny at ProGram, sometime this week my line boring shop is supposed to bore the iron block that is to hopefully compete in the Jeg's EMC. I will also have them line bore the aluminum sample so it can be built by somebody. As soon as I can I will machine the two aluminum, if they ever get cast.
The economy is supposed to be bad. I can't get anything done in a reasonable time. I'm so busy I can't see straight. Foundry's busy. The shop doing my line boring laughs at this bad economy stuff. And we're in Youngstown, Ohio!! I just depends on what you're doing.
Tod
A July 25th Update:
quote:
I was moving along just fine (I thought) towards having a block in the Jeg's EMC. The block was slated to be line bored yesterday. I ordered main caps last week. On Wednesday I figured I'd call and see how things stood. Not good. Not only did Program not have the front caps (which I knew when I ordered them) they didn't have material to knock them out. It was supposed to arrive yesterday. That's obviously not going to work. This is not a gripe against Kenny so don't take it that way. He has me on the fast track and will get them asap but not fast enough for the guy who wanted this block to get his work done in time. So...even though we will be boring two blocks when the caps come in, the first iron block will not be at EMC. Words can't express my disappointment.
In other news...I'm STILL WAITING on the two aluminum blocks to be cast. Gettin' mighty sick of this. Anyone want to buy a Cleveland project??
Tod
An October 16the Update:
An October 20th Update:
quote:
After getting the main caps and getting the block over to the line bore shop I finally got it back yesterday. Yeah, already. 2 months? Zippin' right along. Anyway, it looks good. This block is spoken for by 351C forum member Dragboss and we just talked about his building it. I'm pretty much donating it for a build so I can get info. I am going to machine two aluminum blocks next week. Durabond sent cam bearings. I'm only waiting on one more item. Thanks for the patience you guys.
Tod
An October 20th Update:
quote:
I just got back from the auction at Canfield Cylinder Head. I hated to see my friend John have to shut down. I was able to buy anoher CNC machine with Snyder which will be dedicated to his heads. This will free up my horizontal to get to blocks immediately after they are cast. Thanks for your patience.
Tod
Are there any more updates? Will blocks become available some time?
Tod has delivered a block to an engine builder; the builder has not made any actual progress on the block yet.
The last I heard the builder is developing the code for his computer operated milling machine to perform the various block prep machining operations. The builder plans to assemble a maximum effort, high output Cleveland and then run it hard on the test stand to see how it holds up. Tod is more interested in seeing how well the assembly goes, he wants to determine if there is anything he needs to change in the design. He's anxious to go into production and fill the orders of his pre-paid customers who have been waiting so long.
Another block was slated for delivery to a drag racer for assembly, I haven't seen any news on that end.
We're getting close. Anything could happen to delay the progress of a grass roots entreprenurial project like this. Barring any further problems, 2010 may be the year the new 351C block goes on the market.
-G
The last I heard the builder is developing the code for his computer operated milling machine to perform the various block prep machining operations. The builder plans to assemble a maximum effort, high output Cleveland and then run it hard on the test stand to see how it holds up. Tod is more interested in seeing how well the assembly goes, he wants to determine if there is anything he needs to change in the design. He's anxious to go into production and fill the orders of his pre-paid customers who have been waiting so long.
Another block was slated for delivery to a drag racer for assembly, I haven't seen any news on that end.
We're getting close. Anything could happen to delay the progress of a grass roots entreprenurial project like this. Barring any further problems, 2010 may be the year the new 351C block goes on the market.
-G
March 10, 2010 - Production Begins!
quote:
If all goes well I will be starting to machine the 4 blocks I have in the shop today. The first OP fixture is already in the machine on one of the pallets while I run some small parts for Snyder on the other pallet.
I have spent the last week or so modifying the fixtures so I can get them in and out quickly. I am also working on main cap fixturing and programming. I am doing as much as I can as fast as I can. I have one machine down with a spindle drive problem so that doesn't help anything.
I will have pics asap.
Once I verify the aluminum castings I will order more and be on the way to producing the first 15 for those who have been so patiently waiting. The iron blocks look good so I ordered two more. Mark tells me there are no issues in the machining, so here we go.
If you are interested in an iron block in the near future please let me know. These first 4 are already spoken for and I know of several more that need to go out to waiting buyers. I'd like to know how many to make.
Tod
March 16, 2010
quote:
First operations complete. So far so good. While I have the first op fixture in I plan to machine first ops on 2 iron blocks. I had to take a few days to make some parts for Snyder so I had to let blocks sit for a few days.
After cutting 2nd ops I will know whether or not to order a bunch of aluminum castings.
Tod
April 1, 2010
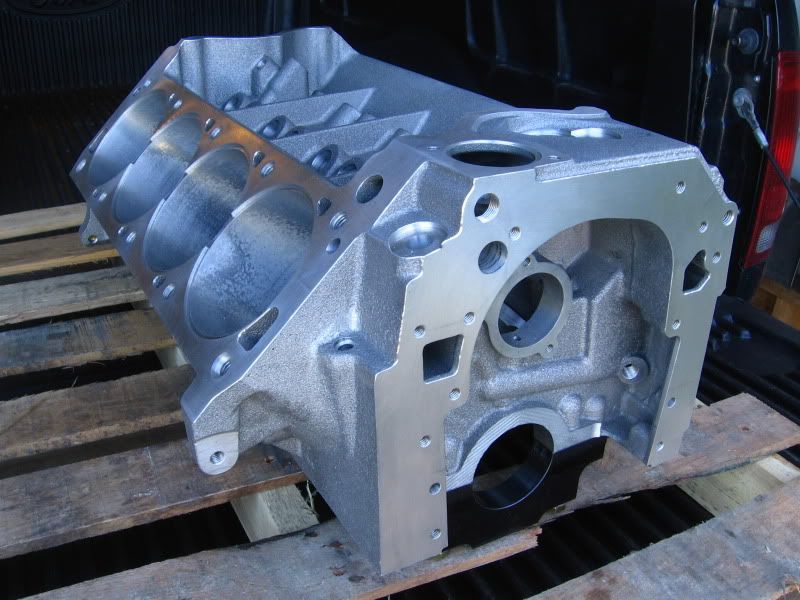
Latest pictures of an aluminum block




-G
Latest pictures of an aluminum block
-G
It beautiful. I'm in love.
WOW....I want one!
I need an explanation...there is a notch between the cylinder bores on the top of the deck...how does the head gasket seal that?
I need an explanation...there is a notch between the cylinder bores on the top of the deck...how does the head gasket seal that?
quote:I need an explanation...there is a notch between the cylinder bores on the top of the deck...how does the head gasket seal that?
Looks like extra casting material and still needs to be finish machined, which would clean that up. My guess is that all critical mating/sealing surfaces such as this need to be final machined, and are probably cast with extra material so any casting imperfections are sure to clean up in final machining. Just my best guess.
Looks to me like the sleeves have been set low in the block. I presume to allow for final zero decking machine work, although the rest of the block does look machine finished.
I can't wait for mine to arrive....
Julian
I can't wait for mine to arrive....
Julian
Yep that makes sense....if you look really close the sleeves do appear, but when looking at where the cylinders siamese, you can't see the detail. The sleeves don't look that thick...maybe an optical illusion not having a picture looking straight down at the bore. For some reason I've always thought cylinder walls were much thicker than they really are, well at least the clevelands. Glad you're getting one Julian. I'm jealous.
I'm too lazy to look at the rest of the thread...how big a bore and stroke will the block take?
I'm too lazy to look at the rest of the thread...how big a bore and stroke will the block take?
It appears to me there are no sleeeves yet .. and the ridge on the top is where the top of the sleeve fits in the grooove then the block is decked.
Ron
Ron
Tod's explanation
Quote:
______________________________________________
"Just in case some people want to know...the sleeves are not in this yet. The sleeves are flanged at the top .100 thick and the block is recessed .097 to allow for standard crush/expansion and whatever else goes on with sleeved aluminum blocks. I am leaving the sleeves out for the show in Columbus (All Ford Swap Meet, Columbus Ohio, April 2 & 3) so people can see what's behind the iron sleeves. The sleeve OD is 4.25 and there is another .100 or so of metal behind the sleeves. That gives you an idea of how stout the iron will be.
Tod"
______________________________________________
Quote:
______________________________________________
"Just in case some people want to know...the sleeves are not in this yet. The sleeves are flanged at the top .100 thick and the block is recessed .097 to allow for standard crush/expansion and whatever else goes on with sleeved aluminum blocks. I am leaving the sleeves out for the show in Columbus (All Ford Swap Meet, Columbus Ohio, April 2 & 3) so people can see what's behind the iron sleeves. The sleeve OD is 4.25 and there is another .100 or so of metal behind the sleeves. That gives you an idea of how stout the iron will be.
Tod"
______________________________________________
Well you can see how many aluminum sleeved blocks I've played around with!!! So this a dry sleeve block without the liners. Makes total sense now. Thanks very much
Hi all I went to the swap meet today in Columbus and got to see the block first hand. I took a few pics, I will post them tomorrow. We just walked in the door and Im beat!
But to the point this is one awesome looking piece of hot rodding equipment. Chatting with Tod was a real pleasure, I must of had his attention for over a half hour and there was a group of people waiting to have there time with him, so Kim and I then toured the rest of the swap meet. Til tomorrow.
Jeff


But to the point this is one awesome looking piece of hot rodding equipment. Chatting with Tod was a real pleasure, I must of had his attention for over a half hour and there was a group of people waiting to have there time with him, so Kim and I then toured the rest of the swap meet. Til tomorrow.
Jeff
thanks for the pictures Jeff,
Tod's a great guy isn't he.
Tod's a great guy isn't he.
May 6, 2010
Tod has had no luck getting blocks poured at the foundries he normally does business with, i.e. the foundries he trusts to do the job. They are too busy with large orders (making big money) to stop and cast a few blocks for Tod.
Here's his latest update:
Tod has had no luck getting blocks poured at the foundries he normally does business with, i.e. the foundries he trusts to do the job. They are too busy with large orders (making big money) to stop and cast a few blocks for Tod.
Here's his latest update:
quote:
"First, thanks to everyone for their support. I am continuing to forge ahead. Thanks to those who emailed or called offering to help the project along.
Second, I have talked to two foundries about castings and will be getting some blocks as soon as cores are ready. I ordered 4 more sets of cores. That makes six sets. Four aluminum and 2 iron.
Third, I sleeved one of the aluminum blocks and it looks good. Pressure test revealed a very small porosity leak that can be fixed easily enough.
Fourth, I am going to have to do what I can when I can until I can get a loan for another machine. Since I am not on any bank's or government list of acceptable persons to throw money at I will have to continue to finance my own way, which isn't all that bad, since I hate debt.
Fifth, I have hired a helper to run Snyder parts and with both of us working 10 hours a day I don't see any end to 6-7 days a week any time soon. Please know that I am doing as much as my health allows.
Tod"
May 19, 2010
Sharing another update
Sharing another update
quote:
2 iron blocks were molded today and I picked up the pattern to have two other foundries make aluminum samples. 4 sets of aluminum cores are to be ready by Friday. I had cores at the foundry for 2 months and I assembled two molds inside of 2 hours this morning.
I'm trying to buy another machine which will be for blocks only. I am proceeding as opportunity allows. A replacement tool for cutting the oil slinger arrived two weeks late so now I can cut first operations again.
Tod
August 27, 2010
Sharing another update
Sharing another update
quote:
I'm plugging away at getting castings and getting out what is machined. Things are crawling along but at least they are moving. I am waiting to hear from MME on the two iron blocks Mark is building. I have 2 aluminum blocks going out for initial aluminum builds and 3 more aluminum blocks in the shop to machine. I am to cast 2 more iron next week. I have managed to pare down my work backlog to mostly just heads for Snyder and C blocks. It looks like it will be a busy fall and winter. I hope to have most, if not all of the deposit blocks out by year's end.
I have been working 6-7 days a week and there is just no end to available work and new projects. If my health wasn't in the crapper this would be easier but I'm playing with the hand I've been dealt and doing the best I can. Thanks for all the support and interest.
Tod
October 19, 2010
Sharing another update
Sharing another update
quote:One of my iron blocks purchased by Mark McKeown was built dyno tested and shipped to a customer. I spoke to Heather and she didn't indicate that there were any issues with the block I needed to correct.
An aluminum block is being built right now in Kentucky. Still trying to get more castings.
Tod
quote:The First New Cleveland was run for the first time back in September. The Date was actually 9-11-10. We ran the engine on the dyno for approximately 2 weeks. We did many heat cycles and different kinds of pulls and testing as well as verifying over that long period on the dyno. The engine was off the dyno at the end of September. The First Buttermore Cleveland has been successfully run and tested.
Mark (MME)
December 14, 2010
-G
quote:
I dropped off the main cap pattern today. Pretty soon I will have sample castings for my ductile main caps. I will post pics when I get them.
Cores are on order for more blocks too.
Tod
-G
January 4, 2011
-G
quote:
You can't see it, but I'm actually smiling today. I haven't used those muscles in a while! I'm machining another aluminum block right now and I have 2 more in the shop.
I'm still waiting on cores for more castings ... oops, now I'm frowning again.
It's been more frustrating than anyone can imagine but my stubborn stupidity and dread of failure just keeps me plugging away. Hopefully things will gain some momentum this year.
Happy New Year everyone.
Tod
-G
The first aluminum "Cleveland" using a Buttermore engine block
The motor displaces 408 cubic inches and is equipped with an MME modified Jessel cam belt drive and an ATI dampener. It shall be topped by CHI 3V heads (11.0:1 compression ratio) and fuel injected using a CHI single plane manifold modified for Ford injector bungs. It will be installed in a 1970 Mustang used for drag racing, and driven to and from the track on the street.
photo courtesy of Don the owner
-G
The motor displaces 408 cubic inches and is equipped with an MME modified Jessel cam belt drive and an ATI dampener. It shall be topped by CHI 3V heads (11.0:1 compression ratio) and fuel injected using a CHI single plane manifold modified for Ford injector bungs. It will be installed in a 1970 Mustang used for drag racing, and driven to and from the track on the street.
photo courtesy of Don the owner
-G
Attachments
Images (1)

Are these blocks ready for production to be sold? I am interested in purchaing the aluminum block
Hi Tarik,
The blocks are not available for immediate sale at this time, but we are hoping the project will gain momentum this year. Tod has had problems with some of his early castings, and has had to make adjustments to how his cores are assembled, and how the castings are poured. Its a learning process. But it seems he has those problems behind him now. Tod continues having difficulty getting his cores manufactured, and getting his blocks cast.
The first blocks shall be delivered to those who supported this project by paying in advance. Tod is also hoping for feedback from those who receive the earliest blocks to determine what if any problems there may be in his design. At least two motors have been assembled using Tod's blocks, one with a cast iron block and one with an aluminum block. Testing of both the cast iron and aluminum motors has not revealed any weaknesses in the design so far.
I am waiting for production to begin in earnest myself, but that time is not here yet. Hopefully later this year.
-G
The blocks are not available for immediate sale at this time, but we are hoping the project will gain momentum this year. Tod has had problems with some of his early castings, and has had to make adjustments to how his cores are assembled, and how the castings are poured. Its a learning process. But it seems he has those problems behind him now. Tod continues having difficulty getting his cores manufactured, and getting his blocks cast.
The first blocks shall be delivered to those who supported this project by paying in advance. Tod is also hoping for feedback from those who receive the earliest blocks to determine what if any problems there may be in his design. At least two motors have been assembled using Tod's blocks, one with a cast iron block and one with an aluminum block. Testing of both the cast iron and aluminum motors has not revealed any weaknesses in the design so far.
I am waiting for production to begin in earnest myself, but that time is not here yet. Hopefully later this year.
-G
Thanks so much for the reply
Looking forward for the production of this fine engine block.
Regards
Tarik Richards
Looking forward for the production of this fine engine block.
Regards
Tarik Richards
George, I an about to begin the installation of the lifter bore bushings. I noticed that in the prior pict of the first Buttermore Alum. engine the bushings are slightly out of the bores by about 1/8" inch. The instructions stated flush. How deep shall they be driven?
The bushings in the picture were done by MME. Mark makes his own bushings, he doesn't use Denny's kit. Mark must have had a reason for wanting the bushings hanging out of the lifter bores, but I can't say why he did it. He probably manufactured longer than normal bushings that would allow him to do that.
You should follow the instructions provided by Denny Wydendorf.
-G
You should follow the instructions provided by Denny Wydendorf.
-G
Lifter bore bushing kit? Really? Tell me more. Where. who, how much?
If you run a roller hydraulic lifter on a cam with lots of lift, the higher bushing contains the oil in the lifter. Otherwise, the standard cleveland bore may not be tall enough, depending on the bleed hole positioning in the lifter body as well, and permit the oil to escape from the lifter body while it approaches the cam lobe's peak lift.
quote:Originally posted by PanteraDoug:
... Lifter bore bushing kit? Really? Tell me more. Where. who, how much? ...
Yes really. Its a duplicate of the kit Ford sold in the '70s and '80s. Denny has been drag racing Cleveland powered Super Stock Fords since he and I were both kids. He's a big 351C enthusiast, and an asset to other 351C owners. The kit is $299 without bushings, $399 with 16 bushings.
His web site: Wydendorf Machine
-G
quote:Originally posted by JTpantera:
... Otherwise, the standard cleveland bore may not be tall enough ...
Ah yes John, but that's not a standard block. That's one of Tod Buttermore's blocks. First assumption is that the extended bushings must have something to do with lifter compatibility. BUT Tod made the lifter bores in his block taller, to accomodate roller lifters.
Mark McKeown marches to his own drummer sometimes. That's why I avoided second guessing why he extended lifter bores that were already taller than those of the production block.
-G
Great...thanks G. 
February 10, 2011
Another update from Tod




-G
Another update from Tod
quote:
"Two sets of sample ductile iron main caps were cast Feb 4. There were a couple of flaws in three castings but they are good for setting up machining."
Tod
-G
Add Reply
Sign In To Reply